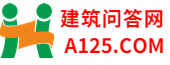

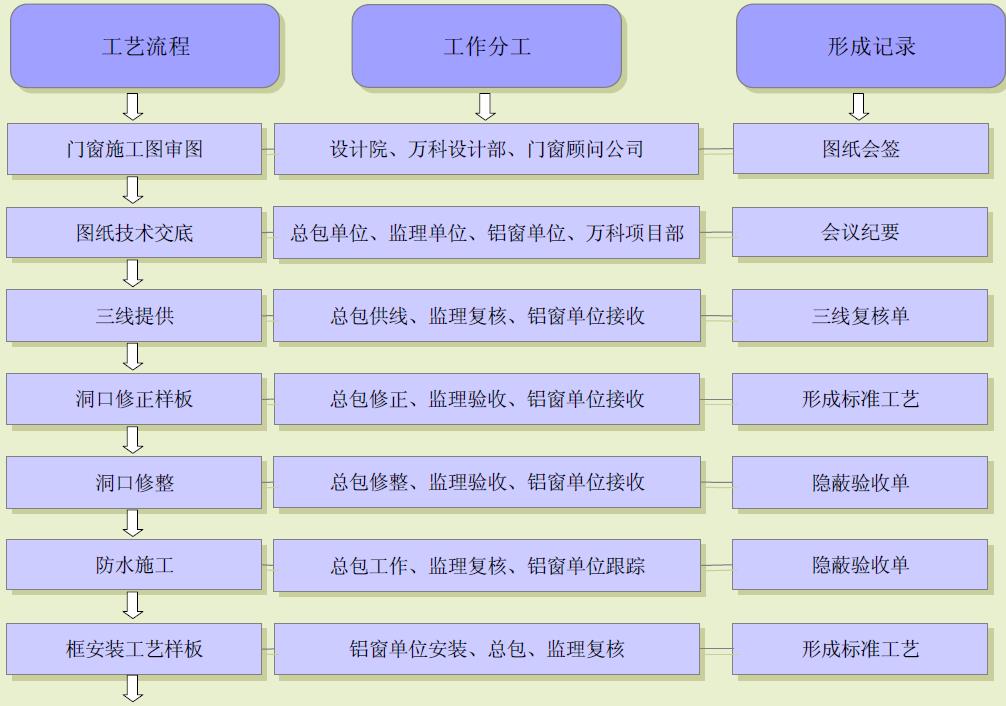
一、流程图
二、准则化工艺
1.门窗洞口砌筑
⑴准则洞口尺寸
准则洞口尺寸应为门窗洞口完成基础砌筑,并经过第一道防水水泥砂浆修整过后的最终洞口尺寸为门窗洞口准则尺寸。
⑵准则洞口修整
门窗应接纳预留洞口法安置,不得接纳边安置边砌墙或先安置后砌墙的施工要领。
门窗洞口尺寸应相符现行国家准则《建筑门窗洞口尺寸系列》GB5824 的规定。窗框安置前洞口需粉刷一道防水水泥砂浆,使洞口外貌光洁、尺寸规整。外窗窗台板基体上外貌应浇成3-5%的向外泛水,其伸入墙体内的局部应略高于外露板面。



⑶组合窗的洞口,应在拼樘料的对应位置设预埋件或预留孔洞。当洞口需要设置预埋件时,应检查预埋件的数量、规格及位置。预埋件的数量应和稳定片的数量一致,其三维位置应正确。预埋件笔直于拼樘料轴线偏向的位置偏差不大于l0mm,其他偏向的位置偏差不大20mm。
2. 工厂铝合金门窗加工
⑴门窗组框拼装
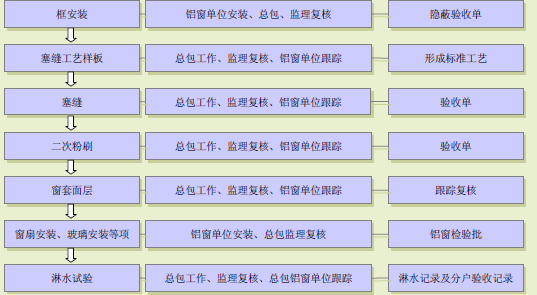
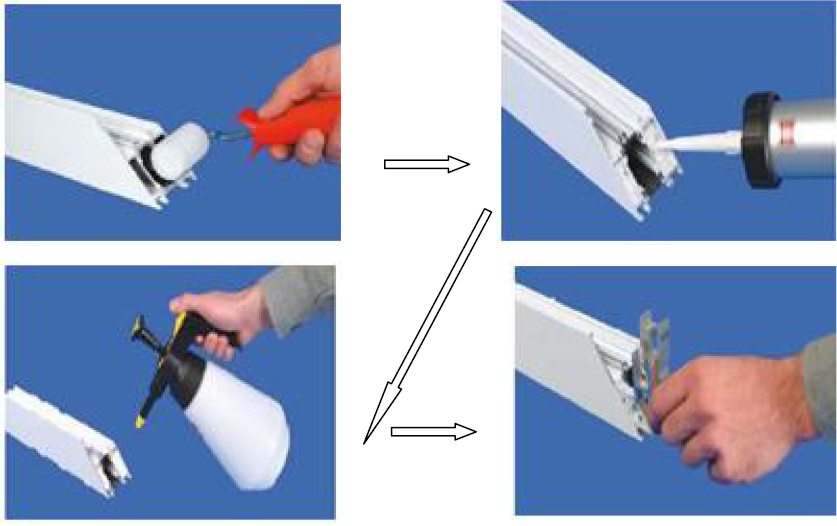
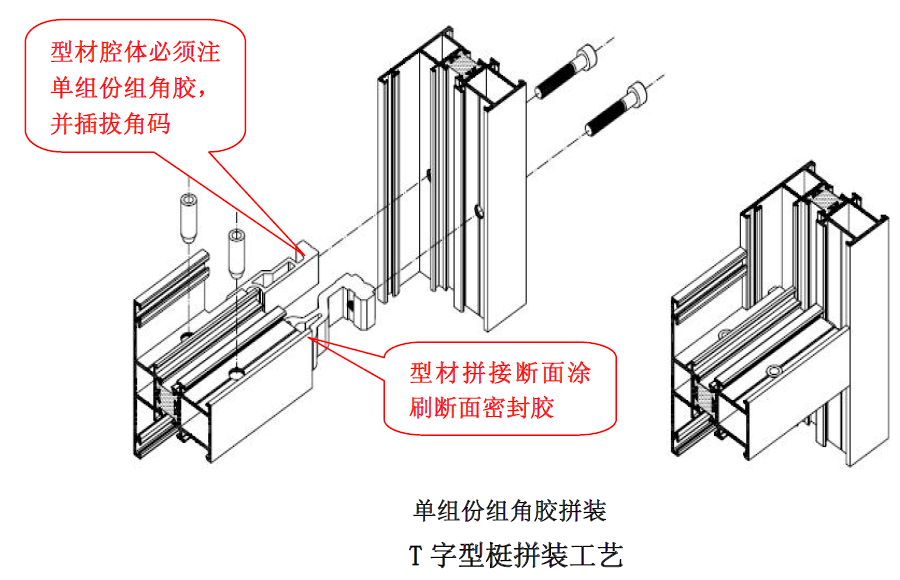
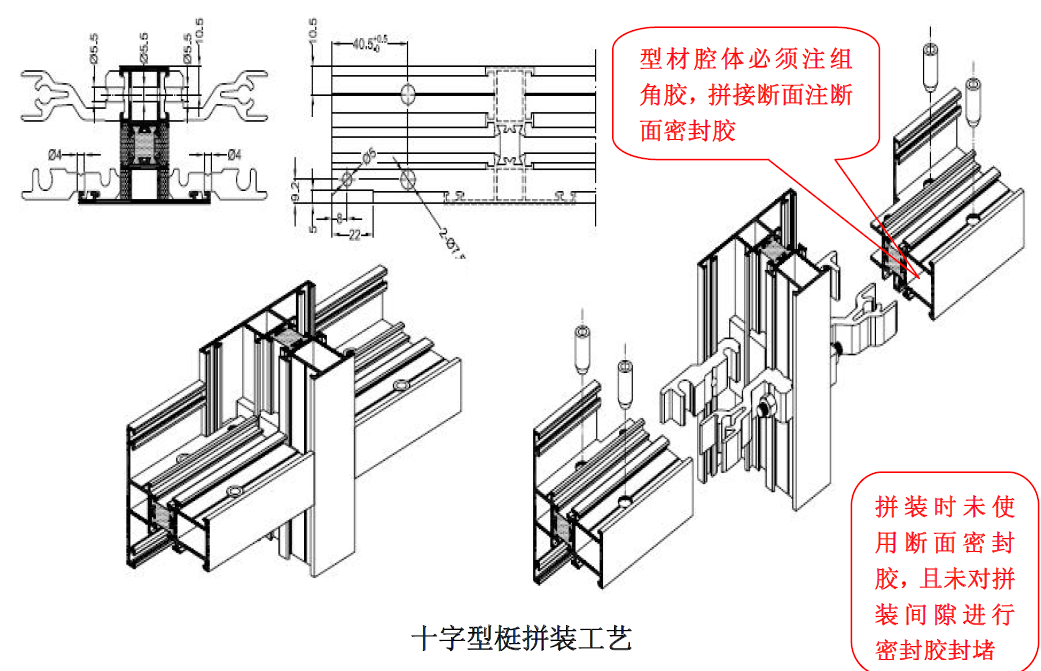
a. 框、扇组角接纳 45°组角的框、扇应使用和系统对应的平整钢片。并按门窗系统规定组角工艺施恐吓组份胶或双组份胶及断面密封胶。
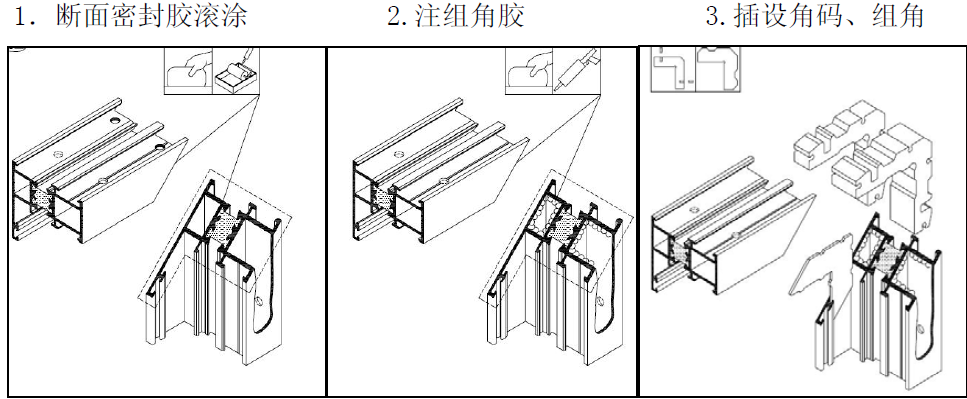
b. 单组份胶注胶工艺要点在型材组角前将断面密封胶滚涂在型材断面上,留下一层薄膜;将单组角胶打在型腔内或涂在角码上;将角码插入型材腔内并抽拔数次,包管组角胶均匀涂在角码上,并尽量增加角码与型腔的接触面积;连接好型材,上组角机撞角;用专用清洗剂将窗角部少量溢胶清洁洁净。
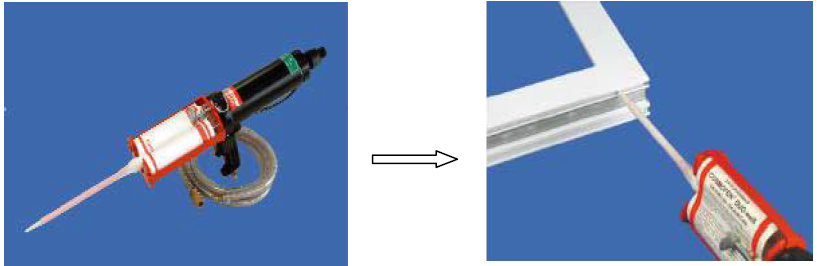
c. 双组份胶注胶工艺要点在型材组角前将断面密封胶滚涂在型材断面上,留下一层薄膜;连接好型材,上组角机撞角;将配套的塑料混合器旋于瓶口,使用手动双筒胶枪或气动胶枪将胶均匀注入混合器,直接将胶从注胶口注入撞好角的型材腔体内,直到胶从撞角刀口溢出;安定起见,前20g 混合好的胶不建议使用,因为考虑可能不克富裕混合。
3. 框、扇角码组角工艺


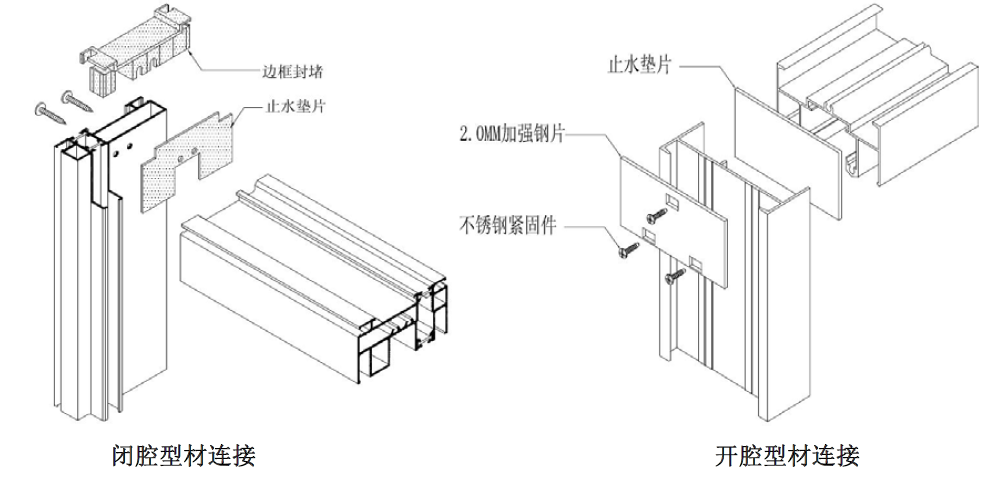


4. 中梃拼装工艺



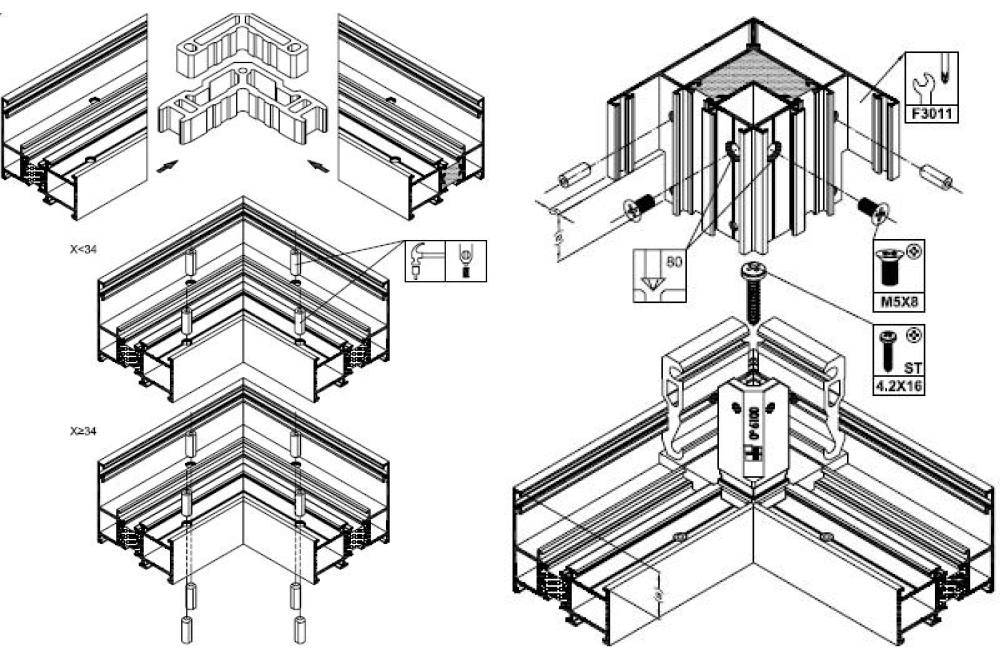
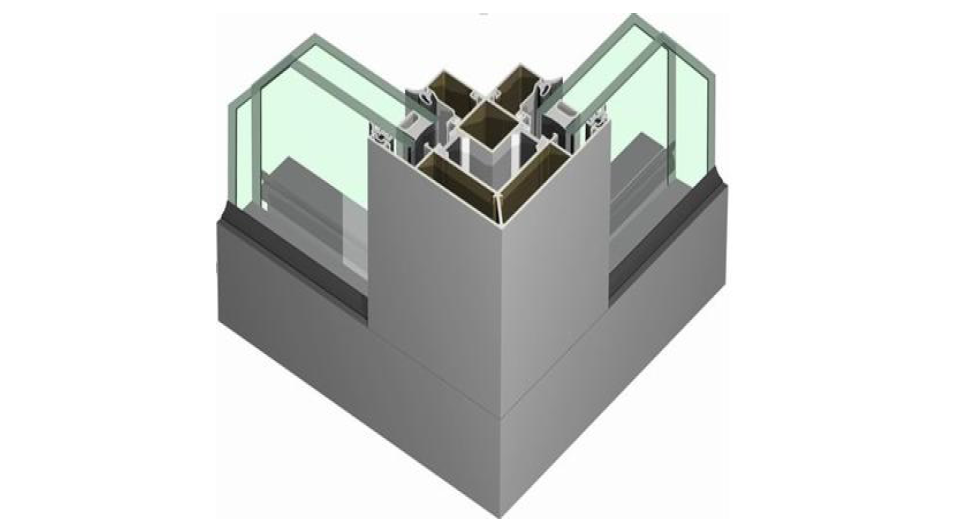
5. 一体转角料拼装工艺
6. 三元乙丙胶条装配质控

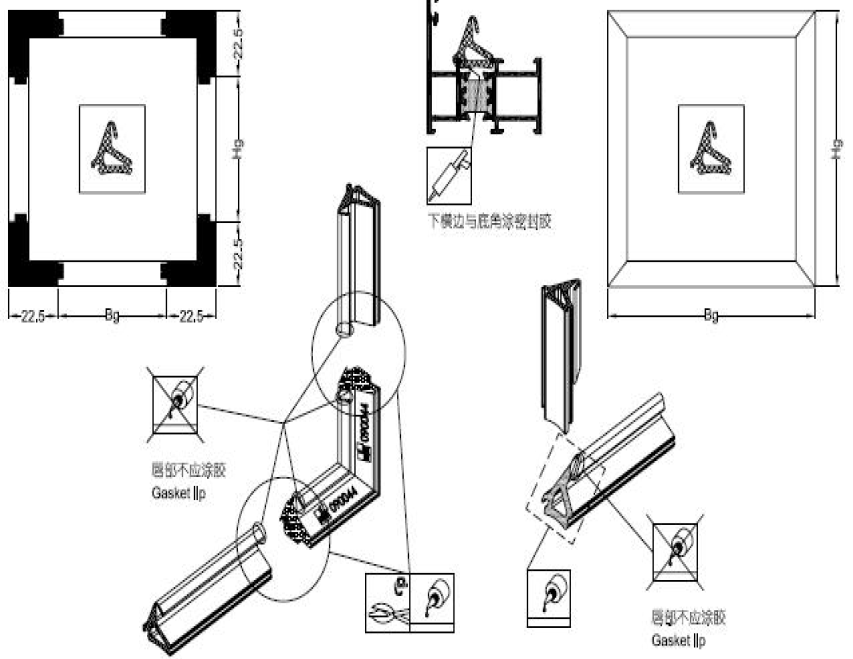
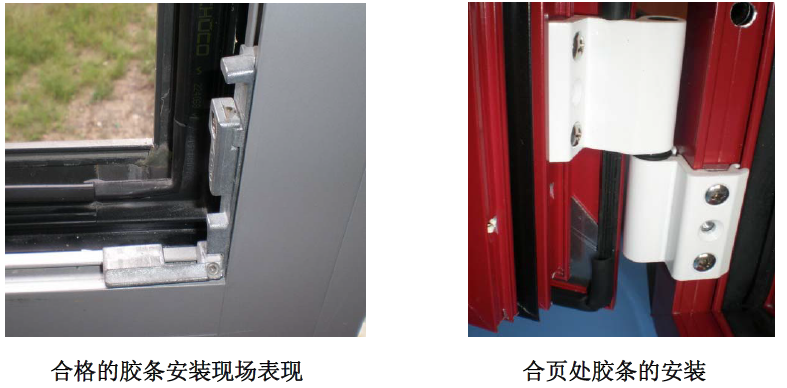

⑴三元乙丙密封胶条嵌装应平整,其长度宜比胶条安置槽口长 1.5%~3.0%.
⑵90°转角位置胶条应按系统要求使用专用角部胶条转接,或接纳整体胶条设
计并在上口位置断开,所有胶条粘接应使用三元乙丙专用粘接剂粘接。
⑶角度拼接的胶条应使用专用胶条角度剪进行加工,拼接接纳三元乙丙粘接剂粘
接。
来源:明源云采购综合整理
 闽公网安备 35012102500499号
闽公网安备 35012102500499号